
Steg För Att Producera Magnet
Neodymjärnbor (NdFeB) permanentmagnetmaterial utvecklas snabbt och citeras allmänt på grund av sina egenskaper, rikliga råvaror och låga priser. Används främst i elektroakustiska enheter, instrumentindustrin, fordonsindustrin, den petrokemiska industrin, kärnmagnetisk resonans, magnetterapi och hälso- och sjukvård. Den använder ett brett spektrum av bilder och är nära kopplad till vårt dagliga liv.
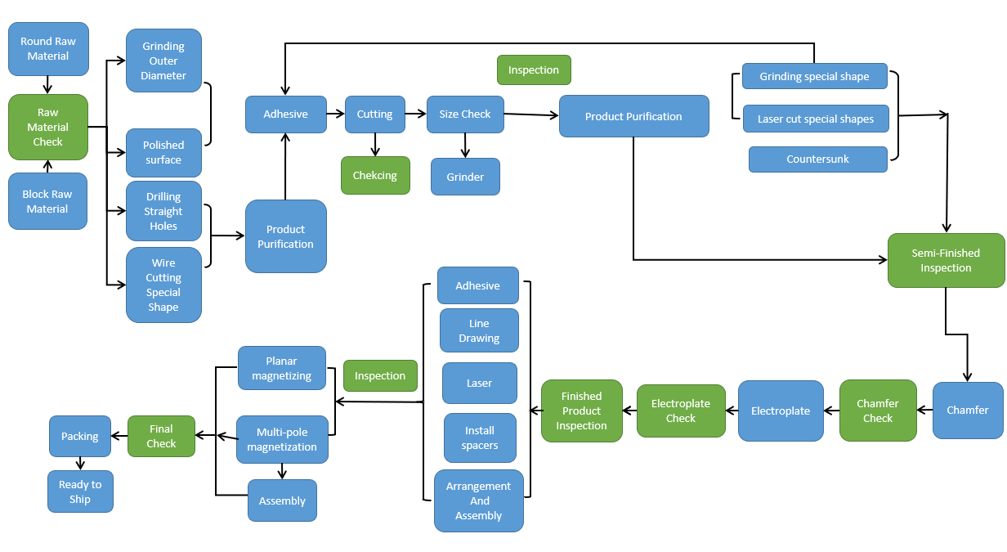
NdFeB är populärt kallad magnet (vissa kallar det magnetit). Det är ett slags magnetiskt material som inte skär magnetism vid rumstemperatur, så det kallas också magnet. Det producerar huvudsakligen processer: Ingrediens---smältning---pulvertillverkning---profilering---sintering&tempering---magnetisk test---malning---skärning---elektroplatering---färdig produkt.
Det är ett klistringsmaterial som gör det material som tas ner enligt en viss form och klistrar ihop det med lim 502 för enkel bearbetning.
Nästa steg är skärning: skärningen görs av vår inre cirkelskärare. De råvaror som bearbetas av AIM Powerful Magnets kan grovt delas in i tre typer:
1) En cylindrisk form: diameter 2 mm till 100 mm och tjocklek mer än 0,5 mm (beroende på diameterstorlek). Den kan bearbetas, och den runda magneten kan bearbetas bekvämare. Det kan skäras av på en gång. Därför används den runda magneten ofta när man beställer. Fördelarna med en stor magnet är snabb bearbetningshastighet och kort leveranstid.
2) kvadratiska magneter: bearbetningen av kvadratiska magneter är långsammare eftersom den måste skäras på alla sex sidor. En produkt måste bearbetas tre gånger för att bli framgångsrik. Jämfört med runda magneter finns det två processer till, och bindningsverkstaden är inte lika cylindrisk. Bra fästning. Därför är bearbetningshastigheten för den kvadratiska magneten långsam, och behovet längre produktionstid än rund magnet.
3) Perforerade produkter: Innan produkten bearbetas, hålls ett föreskrivet hål i tomrummet i förväg och bearbetas sedan. Det är viktigt att få det att vara glatta, sedan slå och sedan skära, vilket är mer besvärligt. Även perforerade produkter är allmänt citerade på marknaden och utsikterna är också mycket optimistiska. Samtidigt kan vår fabrik också bearbeta vissa specialformade produkter, såsom trapezoida, stora och små ihåliga magneter.
En icke-platerad magnetinspektion är en kvalificeringsinspektion av de halvfabrikerade produkter som bearbetas av skärverkstaden. Generellt sett är tjockleken på skivan utan särskilda krav ±0,05 mm och kvadraten ±0,1 mm.
Det är viktigt att kontrollera produktens kvantitet i förväg, så att man omedelbart kan få reda på den kvantitet som ska skickas.
Polering (även kallad kamfering) är den första processen för galvanisering. Det innebär att man i viss utsträckning slipar hörnen runt produkten enligt kundens krav för att göra ytan slätare och förbättra produktens utseende.
Elektroplatering är en viktig process för produktens utseende och förvaringstider. Dess ytbehandling omfattar främst zink, nickel, koppar, krom, guld, svart zink och epoxidharts. Ytbehandlingen är inte densamma, färgen är också annorlunda och lagringstiden är också annorlunda. Var och en har sina fördelar och nackdelar.
Det sista steget är magnetisering och förpackning. Magnetiseringsprincipen: Ladda först kondensatorn med en högspänningsspänning med likström och sedan släppa den genom en spole med mycket litet motstånd. Den högsta urladdningsströmmen kan nå tiotusentals ampere. Denna strömpuls genererar ett starkt magnetfält i spolaren, vilket permanent magnetiserar det hårda magnetiska materialet som placeras i spolaren.
Magnetenheter: Enligt kundernas behov konstruerar ingenjörer en samling av magneter, utformar en kombinationsplan och kombinerar magneter med maskin- och plastdelar till magnetenheter


