
Корак у производњи магнета
Неодим-жељан-боровни (НДФЕБ) материјали са трајним магнетима брзо се развијају и широко се цитирају због њихових својстава, обилне суровини и ниских цена. Углавном се користи у електроакустичким уређајима, индустрији инструмената, аутомобилској индустрији, петрохемијској индустрији, нуклеарној магнетној резонанци, магнетној терапији и здравственој заштити. У њему се користи велики број слика и она је уско повезана са нашим свакодневним животом.
НДФЕБ је у народној средини назван магнетом (неки људи га зову магнетитом). То је врста магнетног материјала који не реже магнетизам на собној температури, па се такође назива магнет. Главно производи процесе: Ингредиент---тачење---прерађивање праха---профилирање---синтерирање и калумирање---магнетни тест---мелење---резање---електроплатирање---окончени производ.
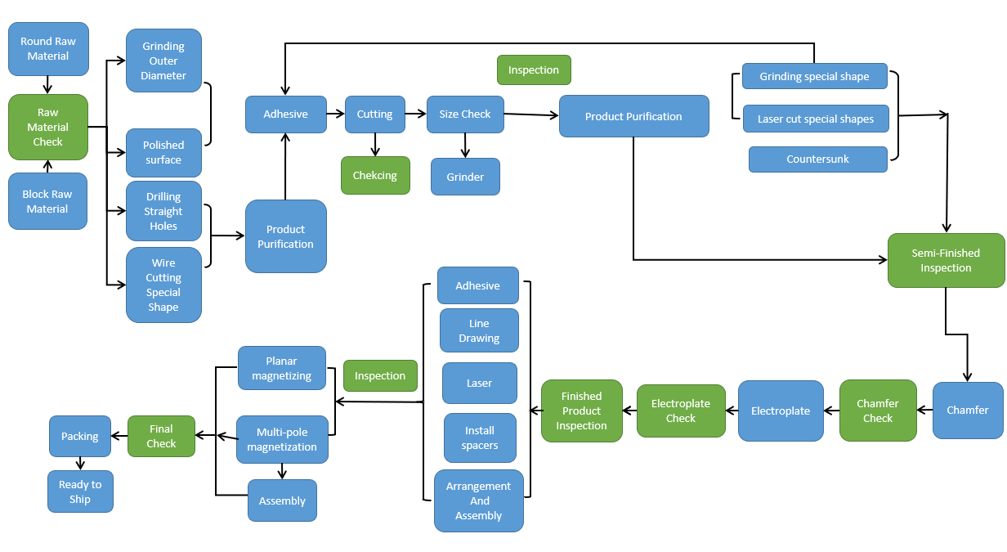
Лепи материјал је да се материјал који се сноси према одређеном облику, и лепи заједно са 502 лепилом за једноставну обраду.
Следећи корак је сечење: резање врши наш резач унутрашњег круга. Сирови материјали које обрађују АИМ моћни магнети се могу грубо поделити на три типа:
1) Цилиндричан облик: пречник је од 2 до 100 мм, а дебелина је већа од 0,5 мм (у зависности од величине пречника). То се може обрадити, а округли магнет се може обрадити погодније. Може се исећи у исто време. Зато се округли магнет често користи када се врши наруџбина. Предности великог магнета су брза брзина обраде и кратко време испоруке.
2) квадратни магнети: Обрада квадратних магнета је спора јер се мора исећи са свих шест страна. Да би производ био успешан, потребно је три пута да се обради. У поређењу са округлим магнетима, постоје два процеса, а радионица за лечење није цилиндрична. Добро причвршћивање. Због тога је брзина обраде квадратног магнета спора, а потребно је дуже време производње од кружног магнета.
3) Перфорирани производи: Пре него што се производ обрађује, предходно се пробије прописана рупа у празно и затим се обрађује. Квадрат треба обрадити до одређеног степена глаткости, затим ударати, а затим сечити, што је више проблема. Пробојни производи су такође широко цитирани на тржишту, а изгледи су такође веома оптимистични. Истовремено, наша фабрика такође може обрадити неке специјалне производе, као што су трапеци, велики и мали шупљи магнети.
Инспекција неплочаних магнета је квалификацијска инспекција полуфабриката које обрађује радионица за резање. Уопштено, дебљина диска без посебних захтева је ±0,05 мм, а квадрат је ±0,1 мм.
Пријемни материјал је да се унапред провери количина производа, како би се сазнала количина пратка одмах
Полирање (називано и чамерирањем) је први процес електроплатирања. То је да се углови око производа до одређеног степена обраде према захтевима купаца како би површина била глаткија и побољшао квалитет изгледа производа.
Електропластирање је важан процес за изглед производа и време складиштења. Његова површина се углавном обрађује цинком, никелом, баком, хромом, златним, црним цинком и епоксидним смолом. Површина не је иста, боја је такође различита, а време складиштења је такође различита. Свака од њих има своје предности и недостатке.
Последњи корак је магнетизација и паковање. Принцип магнетизације: Прво напуните кондензатор истоправним високим напоном, а затим га испустите кроз намотку са врло малим отпор. Ток пуцања може достићи десетине хиљада ампера. Овај пулс струје генерише снажно магнетно поље у катули, које трајно магнетизује тврди магнетни материјал постављен у катули.
Сглобања магнетних уређаја: Инжењери ће у складу са потребама купца дизајнирати опрему за сглобање, израдити план комбинације и комбиновати магнете са хардверским и пластичним деловима у магнетне уређаје


